

Phay tiện CNC_Bài 21: Đặt điểm zero phôi w trên máy phay CNC
Đặt điểm zero phôi w trên máy phay CNC
Cũng như đối với máy tiện CNC, trên máy phay CNC cài đặt điểm zero phôi w cũng phải phù hợp với điểm 0 của bản vẽ. Như vậy, kích thước cùa bàn vẽ có thể sử dụng trực tiếp đẻ lập trình.
- Việc xác định vị trí điểm zero phôi dựa trên cơ sở điểm M – điểm zero máy. Điểm zero máy phay đứng CNC, chủ yếu, nằm trên góc trái của bàn máy (xem hình 63).
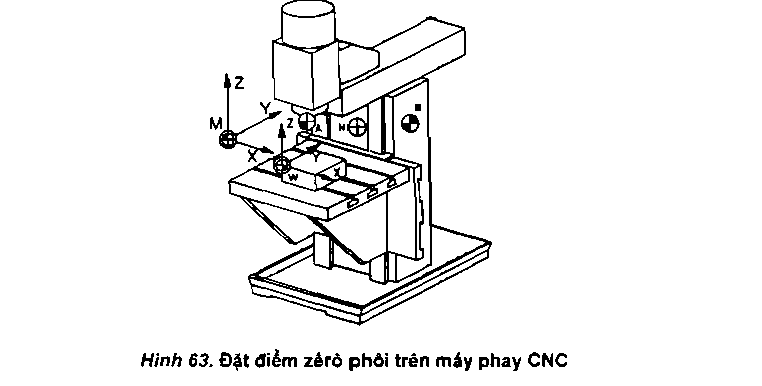
- Theo hướng dẫn sử dụng được mô tả dưới đây, có thể xác định khoảng cách giữa điểm zero máy M vả điểm zero phôi w trên ba tọa độ X, Y và z. Các giá trị này được thông báo cho hệ điều khiển CNC.
Các bước thực hiện như sau:
Điều kiện: chi tiết được định vị vá kẹp chặt trên bàn máy. Tất cả cácdụng cụ được đo chính xác đối với nhau. Cảc giá trị hiệu chỉnh tương ứngđược nhập vào hệ điều chỉnh CNC. Kẹp dụng cụ rà (dụng cụ đặt điểm 0)và cho chạy trục chính.
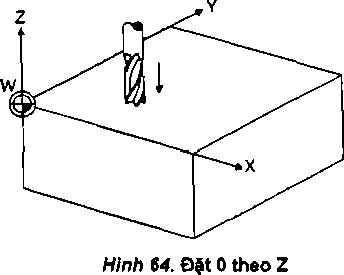
- Tiến hành đặt điểm 0 theo z, hình 64
Bàn máy với chi tiết đã được kẹp dí chuyển trong mặt phẳng X/Y phíadưới trục công tác có dụng cụ rà. Để trục chuyển dộng, cho dụng cụ rà hạtheo hướng z xuống bề mặt của chi tiết gia công (trên mặt phẳng XA’), (xem hình 64), cho tới khi xuất hiện một vạch nhò trên chi tiết (khía dấu).
Tại vị trí này, đặt điểm 0 trên trục z và giá trị z cùa điểm 0 của chi tiếtw được chuyển về lưu trữ trên hệ điều khiển CNC bằng cách sử dụng phím “IST” – thu nhận giá trị thực.
2. Tiến hành đặt điểm 0 theo X, hình 65
Dụng cụ rà được nhấc lên và dịch chuyển về phía vị trí rà mới theo trụcX. Trục chính vẫn quay, dụng cụ rà dịch chuyển theo phương X tới mặt bêncủa chi tiết (mặt phẳng Y/Z) (xem hình 65), cho tới khi tạo thành một dấu nhỏ trên chi tiểt gia công (khía dấu).
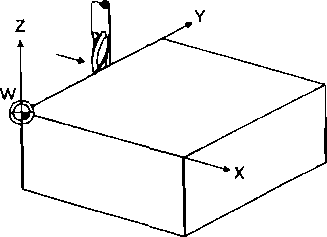
Lúc khía dấu trên trục X phải chú ý tới bán kính của dụng cụ phayđược sử dụng khi nhập giá trị trên phím IST, vì khi lập trình NC luôn sử dụng tọa độ tâm của dụng cụ.
Nếu dụng cụ phay – hình 65, có bán kính là 15mm, thì phải nhập X =-15 vào hệ điều khiển CNC, sau đó xác nhận lại bằng phím IST – thu nhận giá trị thực.
3. Tiến hành đặt điểm 0 theo Y, hình 66
Dụng cụ rà dịch chuyển về vị trí rà theo trục Y. Trục chính vẫn quay, dụng cụ rà dịch chuyển theo phương Y tới mặt bên của chi tiểt (mặt phẵng X/Z) (xem hình 66), cho tới khi tạo thành một dấu nhỏ trẽn chi tiết gia công (khía dấu).
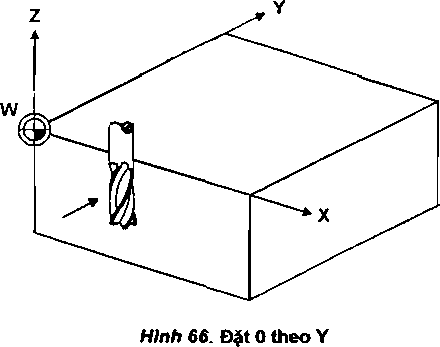
Lúc khía dấu trên trục Y phài chú ý tới bán kinh của dụng cụ phay được sửdụng khi nhập giá trị trên phím, IST vì lập trình NC luôn sử dụng tọa độ tâm của dụng cụ.
Comments