

Phay tiện CNC_Bài 36: Các bước đo và điều chỉnh dụng cụ
Các bước đo và điều chỉnh dụng cụ
Mục đích của các công việc này là xác định chính xác chiều dài L và chiều vươn ngang Q của dao tiện (xem hình 105), để có thể thông báo cho hệ điều khiển CNC các giá trị điều chỉnh tương ứng theo hướng X và z
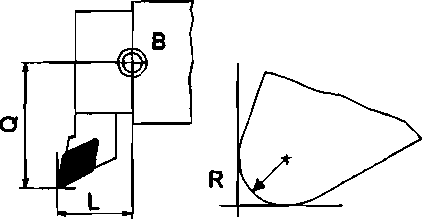
B – điểm hiệu chỉnh dụng cụ
L – khoảng cách từ mũi cắt và điểm hiệu chỉnh dụng cụ cắt theo z
Q – khoảng cách giữa mũi cắt và điểm điều chỉnh dụng cụ theo X
Hình 105. Đo dao tiện
Các bước đo một dao tiện bằng một thiết bị điều chỉnh trước dụng cụ được mô tả dưới đây:
- Kẹp dao tiện cần đo vào đầu revolve tương ứng với ổ dao.
- Bật máy và hiệu chuẩn máy đo và điều chỉnh dụng cụ.
- Đo dao tiện:
– Với sự trợ giúp của tài liệu chí dẫn sử dụng máy, dịch chuyển bằng máy với dao tiện cần đo theo hướng X và z (xem hình 106).
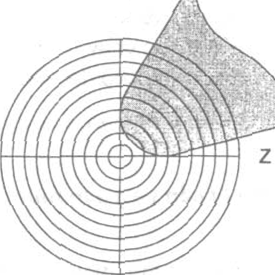
Hĩnh 106. Chữ thập trong thị kính quang học của máy khi định vị chính xác mũi dao tiện
- – Mục đích của chuyển động dịch chuyển này là điều chỉnh chính xác lưỡi cắt dao tiện sao cho nó nằm đúng vào chữ thập trong thị kính quang học của máy đo.
- – Bây giờ có thể đọc chiều dài L và chiều ngang Q của dao tiện trên bộ hiển thị của máy đo.
- – Các giá trị này tương ứng với các giá trị điều chỉnh của dao tiện theo X và
- Lưu trữ các giá trị điều chỉnh đo được:
- – Giá trị điều chỉnh hoặc được tập hợp bằng tay thành bảng để sau đó có thể nhập vào máy CNC.
- – Hoặc các giá trị được chuyển trực tiếp bằng đường dẫn dữ liệu giữa máy đo và hệ điều khiển CNC trong vận hành DNC.
- Tháo dao tiện
Dao tiện được tháo khỏi máy đo để có thể tiến hành đo các dụng cụ khác.
Comments