

Phay tiện CNC_Bài 39: Hệ thống đo hành trình
Hệ thống đo hành trình
I. Lượng tiến dao, điều khiển và hiệu chình vị trí cùa các trục NC
-Hệ điều khiển CNC cỏ nhiệm vụ, bằng các lệnh của chương trinh NC, tạo ra các chuyển động của dụng cụ hoặc bàn máy. Khi đó, các trục phải chạy tới các tọa độ đã lập trình trên một quỹ đạo và với tốc độ (tiến dao) cho trước với độ chính xác cao nhất.
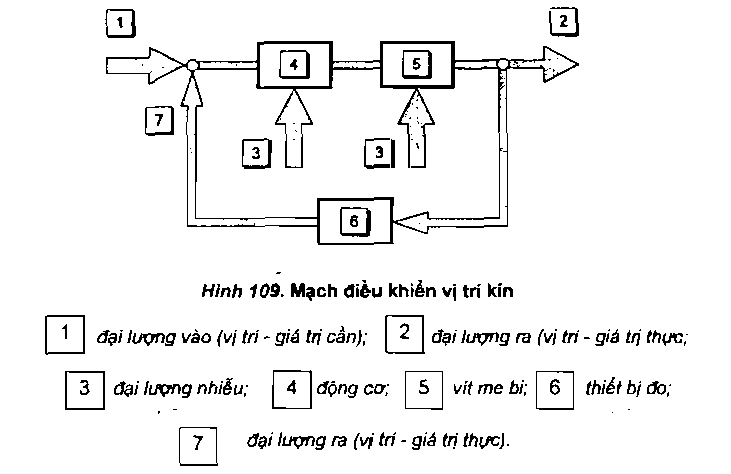
-Vị trí không gian chính xác của các chi tiết chuyển động và điều khiển được phải được phản hồi về hệ điều khiển CNC tại từng thời điểm. Điều này do bộ đo vị trí thực hiện, các dữ liệu của nó được phản hồi theo mạch điều khiển kín cho vị trí (xem hình 109).
-Trên máy công cụ CNC vị trí của bàn xe dao được đo liên tục. Từ sựt hay đổi hành trinh theo thời gian, hệ điều khiển CNC tinh được vị trí quỹ đạo tức thời (giá trị thực) cũng như tốc độ hành trình và so sánh với hành trình đã được lập trình (giá trị cần).
-Các yếu tố ảnh hướng tới mạch điều khiển kín, ví dụ như lực gia công cũng như tực ma sát và khe hở của bằng máy được gọi là đại lượng nhiễu và được hiệu chỉnh bù (hệ điều khiển CNC).
-Cứ khoảng 1/1000 giây hệ điều khiển đưa ra một giá tri cần về vị trí mới cho mạch điều khiển vị trí để nó điều khiển, ở tần số chu kỳ cao, thông thường nó nhận được giá trị mới trước khi giá trị cần trước đó đạt được tần số nhịp. Hiện tượng này của mạch điều khiển vị trí được tạo ra đo các điều kiện vật lý (ví dụ, lượng tiến dao quá nhanh) gây ra lỗi được gọi là “chậm trễ”.
Comments