
Phay tiện CNC_Bài 4: Đặc điểm kết cấu của máy công cụ CNC hiện đại
Đặc điểm kết cấu của máy công cụ CNC hiện đại
I) Các trục bước tiến và trục quay có thể điều khiển được
Gia công chi tiết trên máy công cụ CNC đòi hỏi các trục bước tiến cóthể điều khiển cũng như điều chỉnh được, chúng được truyền động độc lậpbởi các môtơ servo. Các tay quay thường dùng trên máy thông thường, vì vậy là không cần thiết trên máy công cụ hiện đại nữa.
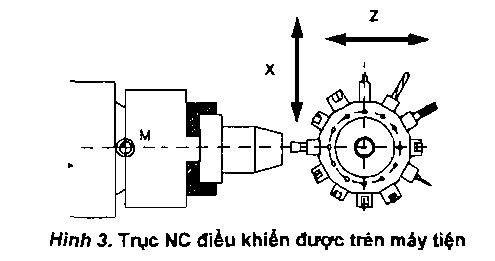
- Máy tiện CNC (hình 3) gồm ít nhất 2 trục bước tiến điều khiển và điều chỉnh được, chúng được ký hiệu với X và Z.
- Máy phay CNC (hình 4) lại sử dụng với ít nhất 3 trục bước tiến điều khiển và điều chỉnh được, chúng được ký hiệu với X, Y, Z.
Ngoài các chuyển động thẳng dọc theo các trục X, Y, z còn có chuyển động quay điều khiển được quanh các trục này.
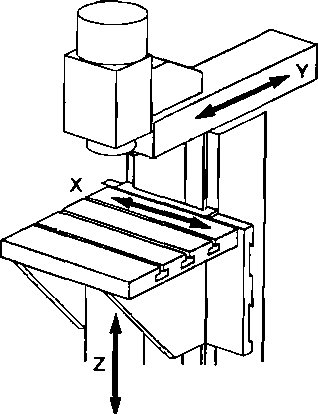
Hình 4, Trục NC điêu khiển được trên máy phay
Các trục quay điều khiển được này dược ký hiệu với A, B và c (hình 5).
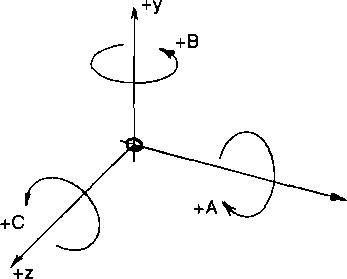
Hình 5. Các trục birto tiến vả trục quay trong hệ tọa độ Đêcac
Thường phải cần thêm các trục bước tiến điều khiển được, các trục này được ký hiệu tiếp bằng u, V, w. Thêm vào là các trục quay điều khiển đượcđể cho các bàn máy, bộ đỡ trục chính, bộ đỡ dao có thể quay quanh nó, độc lập với các trục bước tiến. Chúng được ký hiệu với A, B và c.
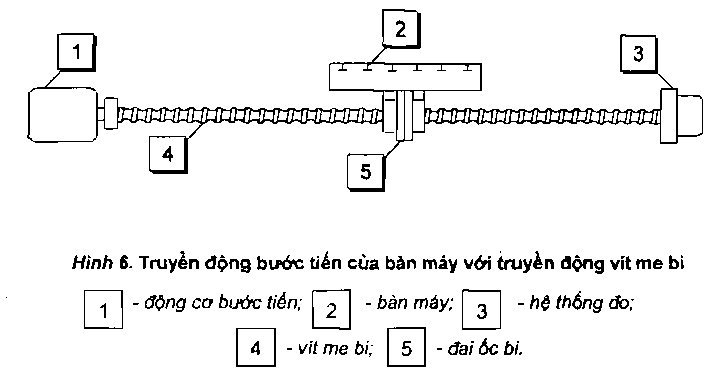
Xe dao và bàn máy khi gia công được dịch chuyển nhờ các truyềnđộng bước tiển. Vì độ chính xác gia công cao và độ chính xác lặp lại cao,yêu cầu đặt ra cho truyền động bước tiến là rất cao. Vì vậy, mỗi chuyểnđộng của các trục phải được thực hiện ờ tốc độ bước tiền cao và thời gianđịnh vị thấp. Để thực hiện được yêu cầu đó, bộ truyền động bước tiến hiện đại bao gồm (hình 6) các cụm sau:
- Môtơ, ly hợp cơ khí chống lại sự quá tải cũng được điều khiển điện tử.
- Vít me bi giúp cho quá trình truyền lực không có khe hờ.
- Hệ thống đo như hệ thống đo hành trình, phần lớn được đặt ờ cuối đầu tự do của trục.
- Bộ khuyếch đại công suất với các cổng giao tiép bằng số hoặc tương tự nhằm để điều khiển CNC.
Đề đo vị tri chính xác, truyền động bước tiến được kết nổi với thiết bịđo. Mỗi trục điều khiển được của mảy CNC cần một hệ thống đo hành trìnhvới xừ lý tự động các tín hiệu đo. Độ phân giải hay được sử dụng khi đo độdài lã 0,001 mm, chỉ đối với trục X trên máy tiện (kích thước đường kính) là 0,0005 và trên máy mài chính xác được sừ dụng tới 0,0001.
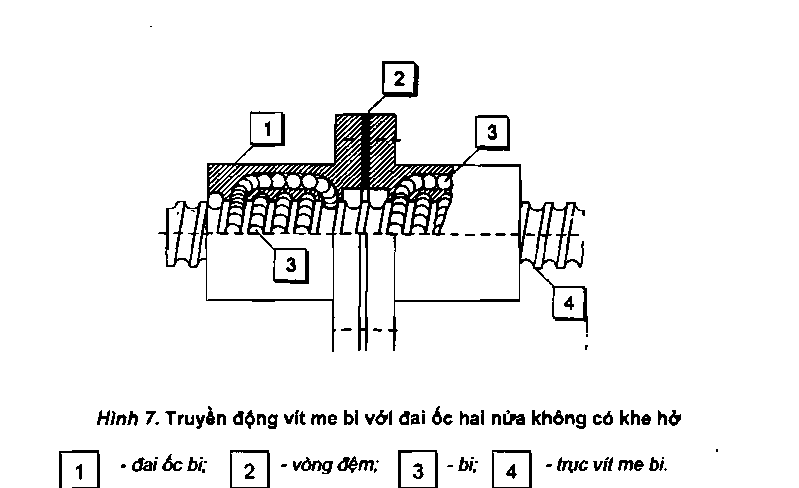
Thường cơ cấu truyền động vít me bi đạt được độ chính xác cao trongquá trình dịch chuyển. Nếu trục chính được đưa vào chuyển động nhờđộng cơ, thì đai ốc bi dịch chuyển hầu như không có khe hờ theo chiều dọcvà đẩy xe dao hoặc bàn máy tương ứng trượt dọc theo băng máy (hình 7).Trong suốt quá trình truyền động hai nửa của đai ốc bi kẹp tựa vào nhau đảm bảo khe hở và ma sát của ren là nhỏ nhất. Để đảm bào khe hở ren là nhỏ nhất hai nừa của đai ốc bi được hiệu Chĩnh trước, do vậy, có thể đạtđược độ chinh xác kích thước khi gia công. Khả năng lỗi về bước của trục vít me bi có thể được cân đối tự động nhờ sự bù lỗi về bước của trục. Cáckhả năng cơ khí khác như thanh răng – bánh răng và trục vít – đai ốc là các truyền động có độ chinh xác trung bình. Đối với độ chính xác thấp cũng có thể sừ dụng truyền động thuỷ lực.
Dung sai gia công trong sản xuất trục vít me bi có thể được sửa chữatrên hệ điều khiển CNC hiện đại với sự càn đối lỗi về bưởc của trục. Thêmvào đó các dung sai có thể được nhận biết bằng các hệ thống đo laser và được lưu trữ trong hệ điều khiển CNC.
Comments