
Phay tiện CNC_Bài 50: Cấu tạo và sử dụng dao phay trong gia công CNC
- Phay và phương pháp phay
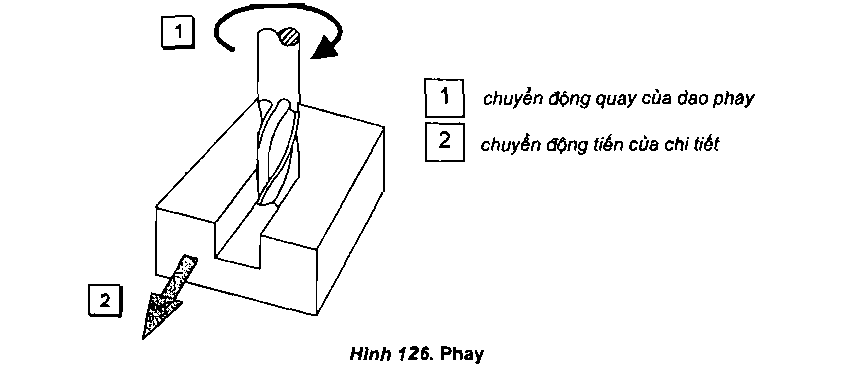
Phay là phương pháp gia công tách phoi với lưỡi cắt có dạng hình họcnhất định, trong đó dụng cụ cắt thực hiện chuyển động chính quay tròn vàchuyển động tiến cũng như chuyền động đạt độ sâu cắt thông thường dochi tiết gia công thực hiện (xem hình 126).
Người ta phân chia phương pháp phay theo vị trí của trục phay đối vớichi tiết gia công, nghĩa là phay mặt đằu và phay mặt trụ.Đối với Phay mặt dầu, trục dao phay thẳng góc với bề mặt gia công(xem hình 127). Bề mặt chi tiết được tạo ra bởi các lưỡi cắt chính. Các lưỡicắt phụ làm cho bề mặt chi tiết bóng thêm.
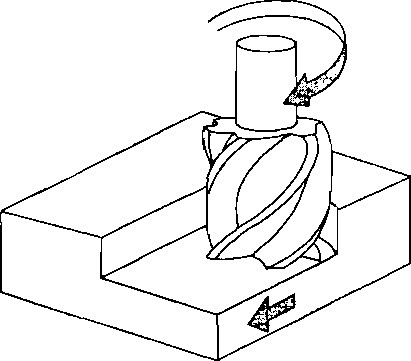
Hình 127. Phay mặt đầu
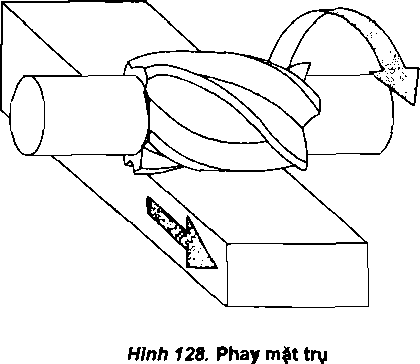
Đổi với Phay mặt trụ, trục dao phay được đặt song song với bề mặtgia công (xem hình 128). Dao phay gia công bề mặt chi tiết bằng các lưỡicắt chính (lưỡi cắt thuộc mặt trụ). Ngoài ra phương pháp này còn được phân biệt giữa phay thuận và phay nghịch.
Để phân biệt phay thuận và phay nghịch xem hình 129 và 130.Đổi với phay nghịch chiều quay của dao phay ngược với chiều tiến của chi tiết gia công (xem hình 129).
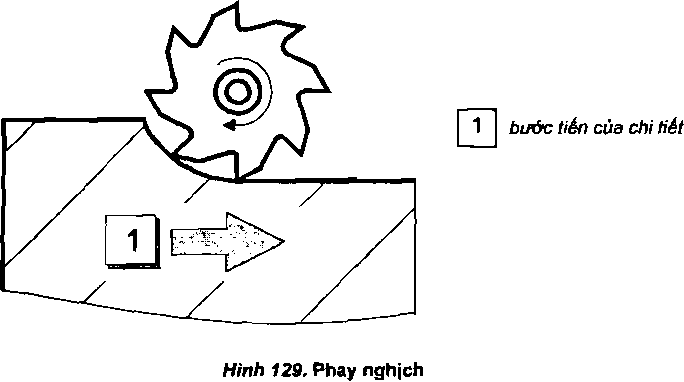
Lưỡi cắt của dao phay bắt đầu với chiều dày phoi bằng 0. Trước khi cắtphoi, lưỡi dao phay trượt cho tới khi đạt được độ dầy tối thiểu để tạo phoi.Ma sát sinh ra khi trượt làm cho mặt sau của lưỡi cắt bị mài mòn lớn vàlàm chai cứng bề mặt chi tiết gia công. Nó làm cho tuổi thọ của dao ngắn
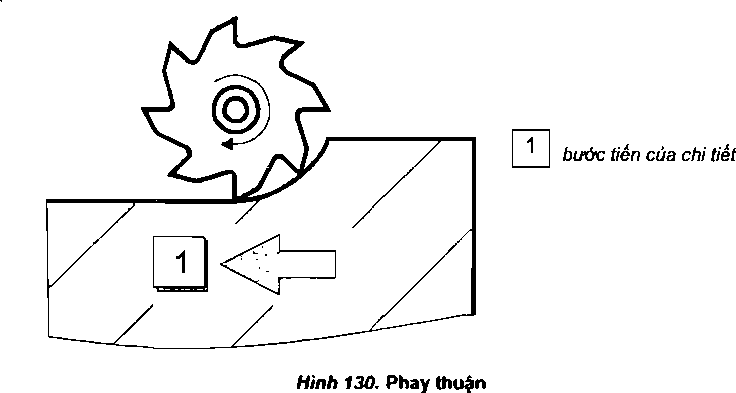
lại so với phay thuận.Phay nghịch phù hợp với gia công chi tiết ổỏ bề mặt cứng (như gang),vì bề mặt cứng được cắt từ phía trong ra.Đổi với phay thuận chiều quay của dao phay cùng chiều tiến của chítiết (xem hình 130).
Răng của dao phay ăn vào chi tiết ngay ở độ dày phoi lớn nhất. Do các lưỡi dao phay bị va đập nên truyền động tiến cần phải không có khe hờ.Bao giờ cũng có nhiều răng dao cùng gia công.Bề mặt được phay thuận thường phẳng và bóng hơn. Ngược lại với phay nghịch, cùng tuổi thọ của lưỡi cắt, ờ phay thuận tốc độ cắt và bướciến có thể đạt cao hơn.
Comments