
Phay tiện CNC_Bài 7: Thiết bị thay dao (dụng cụ cắt)
Thiết bị thay dao (dụng cụ cắt)
Máy công cụ CNC được trang bị thiết bị thay dao tự động và điều khiểnđược. Tuỳ thuộc vào dạng cấu tạo và phạm vi ứng dụng các thiết bị thaydao này có thể chửa đồng thời nhiều dao khác nhau. Dao được gọi ra từchương trình NC và đưa vào vị trí khởi động và gia công. Thường có hai dạng cấu tạo sau:
- Đầu revolve chứa dao.
- Thiết bị thay dao.
Đầu revolve (xem hình 12) chủ yếu được sử dụng trên máy tiện, còn thiết bị thay dao hay được dùng trên máy phay.
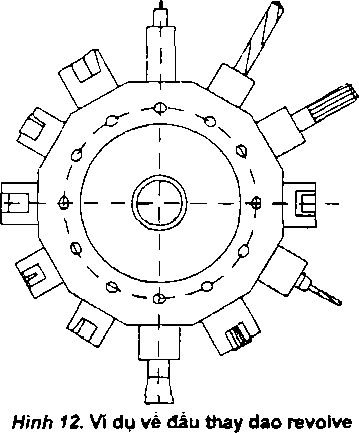
Nểu trong chương trình NC một dao mới được gọi, đầu revolve sẽquay cho tới khi dao mong muốn nằm ở vị tri làm việc. Việc thay dao tựđộng như vậy ngày nay chỉ diễn ra trong một phần giây.
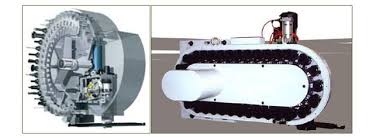
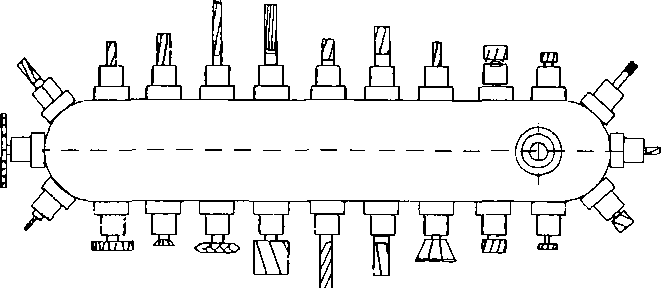
Tuỳ theo kiểu cấu tạo và độ lớn, đầu revolve cho máy tiện CNC có từ 8tới 16 vị trí giữ dao. Đối với các trung tâm gia công tiện lớn có tới 3 đầurevolve đồng thời được sử dụng. Nếu trên những trung tâm gia công nhưvậy cần nhiều hơn 48 dao người ta sử dụng các thiết bị thay dao có cáckiều cấu tạo khác nhau, chúng có thể giữ tới 100 dao hoặc nhiều hơn. Cócác loại thiết bị thay dao như loại dạng dài, loại dạng vòng, loại dạng đĩa, loại dạng xích (hình 13) và loại dạng hộp.
Trong thiết bị thay dao, việc thay dao được thực hiện với sự trợ giúpcủa một hệ thống cần gạt gọi là cần thay dao (hình 14). Việc thay đổidao với sự giúp đỡ của cần gạt kép sau khi có một dao mới trong chương trình NC được gọi như sau:
- Định vị dao chính mong muốn trong ổ dao vào vị trí thay dao.
- Đưa trục chính công tác về vị trí thay dao.
- Quay cần gạt dao về phía dao cũ trong trục chính và về phía dao mới trong ổ dao.
- Lấy dao trong trục chính và trong ổ dao, quay cần gạt dao.
- Đặt dao mới vào trục chính công tác và dao cũ vào ổ chứa dao.
- Bẻ cần gạt về vị trí nghỉ.
Thời gian thay dao khoảng 6 tới 15 giây, bộ thay dao nhanh nhất hiện nay thay dao mất khoảng 1 giây
Comments